简体中文
简体中文
NACHRICHT
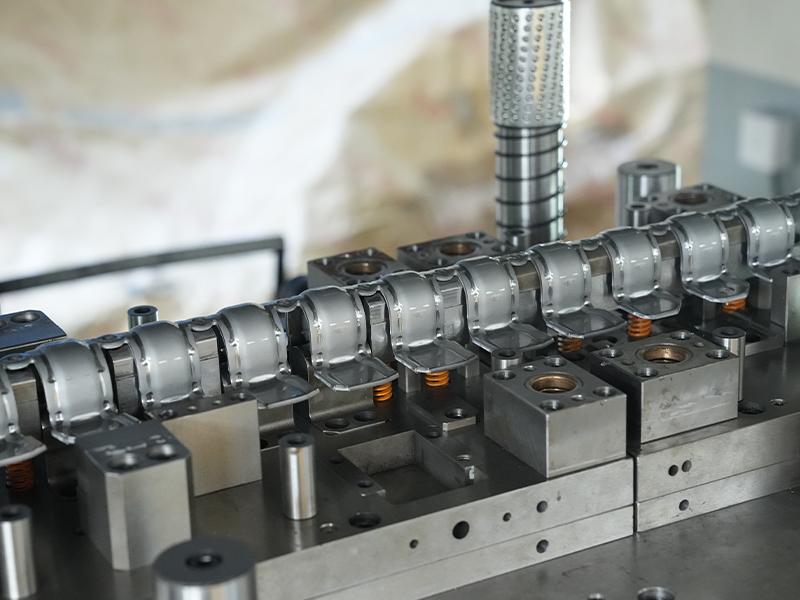
Heim / Nachricht / Branchennachrichten / Was ist der Metallstanzprozess? Vollständiger Leitfaden zur Blechumformung

Unsere kleidung-resistenten und hochdruckfreien Edelstahlschims ist so konstruiert, dass sie die Bedingungen standhalten und in einer Vielzahl von industriellen Anwendungen eine außergewöhnliche Le...
Siehe Details
Unsere hochdruckbeständige Edelstahlhalterung ist eine robuste, langlebige und zuverlässige Lösung, um Geräte in anspruchsvollen Umgebungen zu sichern, in denen Druck und strukturelle Integrität vo...
Siehe Details
Die Stempel-Eisen-Ventil-Kernbaugruppe wird mit Stempelentechnologie hergestellt und aus hochwertigem Eisenmaterial hergestellt, das präzise in Form gestempelt ist. Diese Komponente wird in verschi...
Siehe Details
Die Eisen-Ausrüstungs-Verlobungshalterung ist eine robuste, präzisionsmotorierte Komponente, die das sichere und effiziente Engagement von Zahnrädern in verschiedenen mechanischen Systemen gewährle...
Siehe Details
Unsere korrosionsbeständige Kfz-Stahlhalterung ist für die Langlebigkeit und Leistung in anspruchsvollen Automobilanwendungen entwickelt. Diese Halterung aus hochwertiger, korrosionsresistenter Sta...
Siehe Details
Unser Kfz -Stahlflansch ist für Präzision, Haltbarkeit und außergewöhnliche Leistung in verschiedenen Automobilanwendungen konstruiert. Diese Flansche hergestellt aus hochwertigem Kohlenstoffstahl,...
Siehe Details
Die Stempel -Aluminium -Lüfter -Wärmeplatte für neue Energieladestifte ist eine Schlüsselkomponente, die mit der Stempelentechnologie aus Aluminiumlegierung hergestellt wird und im Steckerabschnitt...
Siehe Details
Unser dünnwandiger kupferwandiger Käfig ist eine wesentliche Komponente für die Verwendung in Präzisionslagern und bietet in verschiedenen industriellen Anwendungen Haltbarkeit und effiziente Leist...
Siehe Details
Messing -Lagerstaubkappen sind wesentliche Komponenten, die zum Schutz von Lagern und anderen mechanischen Teilen vor Schmutz, Staub, Feuchtigkeit und Verunreinigungen ausgelegt sind, die vorzeitig...
Siehe Details
Phosphorbronze-Anschlüsse sind präzisionsmotorierte elektrische Komponenten aus einer Kupferlegierung, die Kupfer, Zinn und Phosphor kombiniert. Dieses spezialisierte Material bietet eine einzigart...
Siehe Details
Der mit Kupfer Silber versilberte Wasserpumpenmagnetventilstift ist eine hochleistungsfähige, präzisionsmotorierte Komponente, die für die Funktionalität in Wasserpumpenmagnetventilen ausgelegt ist...
Siehe Details
Unser verzinktes Blattmotorgehäuse bietet robuste Schutz und Langlebigkeit für eine breite Palette von Elektromotoren, die in verschiedenen Branchen verwendet werden. Dieser Motorgehäuse, der aus h...
Siehe DetailsKontaktdaten
Address: Nr. 6 Qiasheng North Road, Caoqiao Industrial Park, Stadt Xueyan, Bezirk Wujin, Stadt Changzhou, Provinz Jiangsu
TEL: 86-15050692548
Wenn Sie an unseren Produkten interessiert sind, wenden Sie sich bitte an uns